产品规格:各种 光滑塞规IT6级以上(含6级)直径1.6~320mm各种 光滑环规,对表圈:直径φ8-400mm精度为±0.002。
1、光滑塞规测量的标准条件:温度为20℃,测力为零。
2、检验工件最大实体尺寸(即孔为最小、轴为最大极限尺寸)的量规称通规。 检验工件最小实体尺寸(即孔为最大、轴为最小极限尺寸)的量规称止规。
3、符合极限尺寸判断原则(即泰勒原则)的量规如下: 通规的测量面应是与孔或轴形状相对应的完整表面(通常称为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度。
止规的测量面应是点状的,两测量面之间的尺寸等于工件的最小实体尺寸。
符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检验工件的形状误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。
4、用符合本标准的量规检验工件,如通规能通过,止规不能通过,则该工件应为合格品。
5、制造厂对工件进行检验时,操作者应该使用新的或者磨损较少的通规;检验部门应该使用与操作者相同形式,且已磨损较多的通规。
用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6、用符合本标准的量规检验工件,如判断有争议,应该使用下述尺寸的量规解决;
通规应等于或接近工件的最大实体尺寸;
止规应等于或接近工件的最小实体尺寸;
光滑塞规小规格为一件式,即通止为一件,一头通端,一头止端,大规格为一套两件式,即通止分开,使用更方便。
光滑塞规精度为H7、H8、H9为常用精度。
光滑塞规因为螺纹外露,使用中要注意外力碰撞,以免破坏螺纹,影响使用,光滑塞规使用后要由专人保管,放入专用量具盒内。
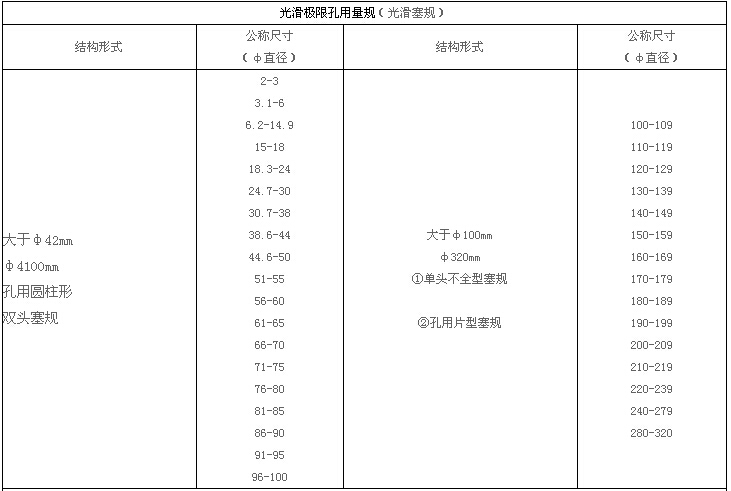
光滑塞规是一种按公称尺寸和公差界限制成的标准量具,它用来测量比较精密的孔径;它有过端与止端之分,过端表示最小极限尺寸,止端表示最大极限尺寸。锥柄圆柱塞规适用于一般孔的孔径测量。产品规格3-50毫米,其余按用户需求供给。大于直径65以上的塞规可做成单头不全型或片型塞板。50毫米(MM)-350毫米(MM)的非全形塞规,可按用户要求定做。塞规设计应符合泰勒原则:通规应设计成全形的,其基本尺寸等于最大实体尺寸,且长度等于被检验工件的配合长度。通规与工件的接触是面接触,控制作用尺寸。止规应设计成不全形的,其基本尺寸等于工件的最小实体尺寸,其测量应是点接触,止规控制工件实际尺寸。但实际生产中所用的量规并不完全遵守泰勒原则,其选择非常灵活。按基本尺寸表示的极限偏差计算式如下: 由“公差与配合”国标查出孔与轴的上下偏差ES、EI、es、ei:例如,对于尺寸大于100mm的孔,为了不使量规过于笨重,允许采用非全形塞规。同样,为了提高检验效率,检验大尺寸轴的通规也很少制成全形环规。此外,全形环规不能检验正在顶尖上装夹加工的零件及曲轴零件等,只能用卡规。当采用不符合泰勒原则的量规检验工件时,应在工件的多方位上作多次检验,并从工艺上采取措施以限制工件的形状误差。


|